
Composti organici volatili nella pelle: analisi mediante GC-MS Purge & Trap
La presenza di sostanze volatili può influenzare sensibilmente le caratteristiche sensoriali della pelle; può inoltre…
L’ingiallimento del cuoio: dinamiche chimiche di un difetto complesso
L’ingiallimento dei cuoi e di altri materiali, con particolare riferimento ai materiali a base polimerica…

Le Cere: caratteristiche ed usi in ambito conciario – Parte I
Una categoria di prodotti che gioca un ruolo significativo nelle operazioni di rifinizione è quelle…
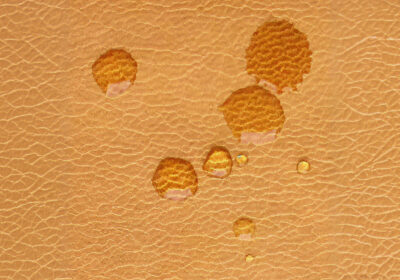
FOCUS SCIENTIFICO – Le sostanze idrosolubili nel cuoio e la determinazione secondo UNI EN ISO 4098
Le sostanze idrosolubili nel cuoio rappresentano la frazione di composti, inorganici e organici, che possono…

FOCUS SCIENTIFICO – Le cloroparaffine e la loro determinazione analitica – Pt. I
Le cloroparaffine rappresentano una classe di composti chimici ampiamente utilizzati in diversi settori industriali grazie…
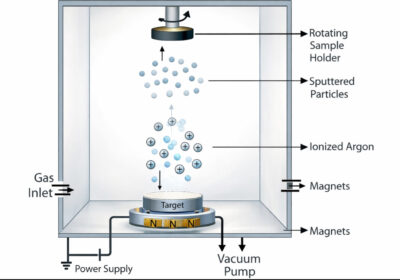
FOCUS SCIENTIFICO – Funzionalizzazione del cuoio mediante sputtering: introduzione e proprietà elettriche – Pt. I
Le tecniche di deposizione fisica da fase vapore (PVD), e in particolare lo sputtering, rappresentano…

FOCUS SCIENTIFICO – La mappatura delle sostanze critiche sui reflui conciari. Parte III
L’indagine sulla mappatura delle sostanze critiche inquinanti nei reflui conciari, condotta nell’ambito del progetto REWASTER,…

FOCUS SCIENTIFICO – I pigmenti per la rifinizione nel settore conciario Pt. I
Per conferire al pellame caratteristiche cromatiche conformi alle solidità generali richieste è necessario associare ai…

FOCUS SCIENTIFICO – Il cuoio e la determinazione delle ceneri secondo UNI EN ISO 4047
Nel settore conciario, la conoscenza e il controllo della composizione chimica del cuoio rappresentano un…
FOCUS SCIENTIFICO – Il Cuoio e la Riflettanza Superficiale
La riflettanza rappresenta la capacità di un materiale di riflettere la luce incidente, misurata come…