Marco Nogarole
La disponibilità di tecnologie applicative del plasma non più vincolate ad operare in condizioni di bassa pressione, ma operanti a pressione atmosferica, ha permesso di ampliare significativamente la platea di materiali trattabili. Per quanto concerne l’applicabilità del plasma atmosferico sul pellame, questo lavoro tratta l’incremento delle proprietà di adesione del pellame agli strati di rifinizione superficiale allo scopo di aumentare le prestazioni di resistenza meccaniche e agli agenti atmosferici. La capacità di una superficie di entrare in contatto con molecole liquide, determinata dall’equilibrio tra forze di coesione e forze di adesione, può essere aumentata aprendo i legami presenti sulla superficie, in tal modo quest’ultima diventa più reattiva nei confronti del materiale da far aderire, oppure inducendo il crosslinking superficiale, in cui le forze attrattive tra i substrati possono essere aumentate grazie alla modifica della componente idrofilica della superficie. Il plasma atmosferico di tipo DBD (Dielectric-barrier discharge), con la sua capacità di amplificare le proprietà di adesione dei materiali trattati, è stato sfruttato per trattare selettivamente l’area interfacciale, rendendo possibile incrementare i valori di adesione dei film di rifinizione su pelli, come pure le solidità allo sfregamento a secco e ad umido, rispetto agli usuali trattamenti superficiali a spruzzo o a cilindro, mantenendo uno strato di rivestimento conforme agli standard richiesti. In particolare, attraverso una serie di prove sperimentali è stato possibile verificare l’incremento di capacità di adesione del pellame da sottoporre a rifinizione oppure a laminazione (foil transfer), laddove si è potuto dare evidenza che determinati pre-trattamenti al plasma atmosferico sono in grado di amplificare sensibilmente il legame all’interfaccia crust-rifinizione. Il plasma atmosferico, con la sua capacità di amplificare le proprietà di adesione dei materiali trattati, è stato sfruttato per trattare selettivamente l’area interfacciale, questo per la risoluzione ed il grado di accuratezza ottenibili da una sorgente a torcia di plasma atmosferico. Questo ha reso possibile il raggiungimento di valori molto elevati di carico di strappo della giunzione.
Materiali e metodi Trattamento al Plasma
Le prove sono state effettuate utilizzando un’apparecchiatura da laboratorio in grado di trattare campioni di pelle di dimensione 21×30 cm. Il sistema è formato da un dispositivo di scarica di tipo DBD, formato da una coppia di elettrodi ceramici cui è contrapposto un cilindro di scarica rivestito in silicone. (PDSO). Il macchinario da laboratorio al plasma atmosferico (alimentazione con aria compressa) lavora attraverso il trattamento di una pelle vincolata sul cilindro siliconico di 150 mm di diametro che funge da dielettrico. La velocità di lavoro che rappresenta quella di rotazione del cilindro può variare da 10 a 30 m/min. Il generatore ad alta frequenza ha una potenza massima di 1,5 kW e ha la possibilità di lavorare anche in modo pulsato oltre che continuo. Il dispositivo è dotato di due elettrodi di scarica con rivestimento in ceramica. Altro parametro che può essere variato è la distanza del cilindro e gli elettrodi che in tutte le sperimentazioni effettuate in questo lavoro è stato di 3,0 mm per ciascun elettrodo. Ad esempio, con una velocità lineare del rullo: 10 m/min; una potenza del plasma applicata: 750 W un numero di giri del rullo di 50; si ha un’energia specifica su campione di 15 kW•min/m2 .
Applicazione di rifinizione
Campioni di pelle in crust (bovine conciate al cromo e riconcia per arredo) sono stati tagliati nelle dimensioni di 21,2 cm x 21,2 cm, corrispondenti alla superficie di ½ piede quadrato, per poterli adeguatamente attaccare al rullo del plasma. L’applicazione del plasma è stata usata su crust non smerigliato (modalità P1) o dopo il fondo asciugato, prima del Fissativo (modalità P2). Viene preparato un campione come riferimento ed uno con applicazione di plasma con Energia specifica ottimale corrispondente a 15.000 W/m2min. I campioni vengono lasciati reticolare per 24 h a temperatura ambiente e poi vengono determinati i valori di adesione della rifinizione e di resistenza allo sfregamento ad umido. La tecnica del foil transfer consiste sostanzialmente nell’incollaggio di un foil su una pelle utilizzando una macchina con un rullo riscaldato, dove è possibile attivare la lamina, da aderire alla pelle, con un disegno personalizzato, applicarla a caldo ed infine lasciare raffreddare prima di rimuovere la lamina. I campioni cosiddetti standard sono stati processati con metodologia foil transfer, mentre quelli oggetto di modifica innovativa sono stati pretrattati al plasma con energia specifica ottimale corrispondente a 15000 W/m2 e trasferiti immediatamente alla macchina foil transfer, quindi lasciati raffreddare per 24 h prima dei test di resistenza di adesione. I materiali e le tecnologie applicative sono stati forniti dall’azienda F.A.M.A.C. Srl di Arzignano (VI) Italy.
Risultati e discussione
Mediante un sistema di generazione di plasma in atmosfera, ovvero sia a pressione che in composizione chimica dei gas utilizzati “atmosferici”, sono stati osservati gli incrementi di adesione della rifinizione e della resistenza allo strofinio ad umido.
Finissaggio a spruzzo
Esposizione della pelle da rifinire a spruzzo al pretrattamento al plasma con differenti apporti energetici (15÷90 kW/m2•min) e in due diverse modalità: plasma applicato inizialmente nel crust non smerigliato (P1) oppure prima del Fissativo (P2). La rifinizione a spruzzo P1 P2 è stata eseguita immediatamente (fino a massimo 10 minuti dopo esposizione al plasma) attraverso l’utilizzo di prodotti standard per arredo o pelletteria; mentre le prove di performance fisiche sono state eseguito dopo stasi di almeno 24 ore. I valori di energia del plasma specifica applicati sono stati, rispettivamente: 15.000, 30.000, 60.000 e 90.000 W/m2min.
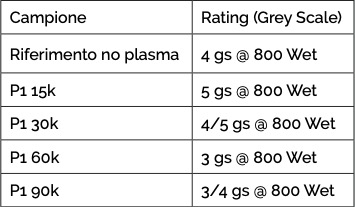
Nella tabella 1 vengono esposti i valori di sfregamento ad umido (UNI EN ISO 11640) con 800 cicli ad umido ed applicazione tipo P1
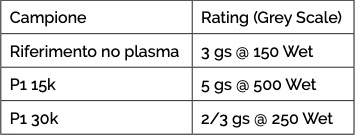
Test con campioni sottoposti a prova di solidità allo sfregamento ad umido a diversi cicli ad umido: 150, 250 e 500, con i risultati esposti nella tabella 2
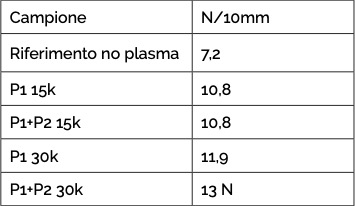
Queste prove hanno dimostrato un effetto positivo sulla resistenza allo sfregamento ad umido solo se il plasma viene applicato ad un’energia pari a 15 kW/m2min, mentre aveva un effetto di prestazioni negative ad energie superiori. Le prove di adesione della rifinizione (UNI EN ISO 11644) sono state verificate su provini di pelle trattati con diverse energie di plasma e in diverse fasi della rifinizione a spruzzo, ovvero inizialmente sul crust (P1) e prima del fissativo finale (P2)
Successivamente si sono testati campioni di pelle in modalità P1 con diverse energie e diversi tempi di stasi (48 h o 24 giorni). I risultati sono esplicitati nella tabella 4
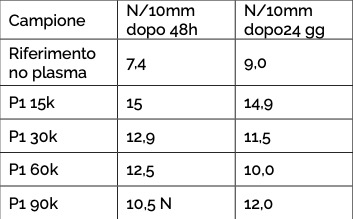
Per quanto riguarda l’aumento di adesione dei pellami trattati al plasma verso coating di rifinizione si può evincere un aumento dei valori di forza necessaria a rimuovere i coating fino da 40 a 70% per i provini attivati a 15 kW/ m2min, rispetto allo standard con rifinizione tradizionale. Il sistema più efficiente per ottenere prestazioni più elevate sembrano essere quelle con trattamento al plasma P1 su crust con 15 k W/m2min, anche se un trattamento più dispendioso, come la concomitanza di P1 e P2 prima del fissativo finale con energia di 30k W/m2min ha evidenziato elevati valori adesione.
Modifica delle proprietà di adesione su pelle rifinita con sistema foil transfer
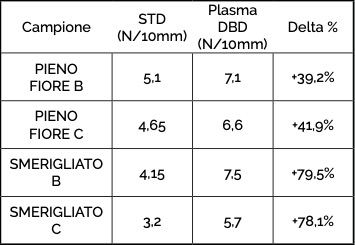
Grazie allo sfruttamento del proprio generatore pilota di plasma atmosferico è stato possibile verificare l’incremento di capacità di adesione di pellame in crust anche per rifinizioni attraverso laminazione (foil transfer). Anche nel caso di applicazioni di rifinizione foil transfer il plasma dimostra vantaggi competitivi sulle prestazioni delle coating grazie all’attivazione dell’adesivo termo-riattivabile e permettendo un incremento di coesione con le fibre del pellame. Nella sperimentazione sono stati trattati n°2 campioni di pelli per pelletteria in pieno fiore (crust bruno B e crust nero C) e smerigliato (crust bruno B e crust nero C). I valori medi di adesione in N su 10 mm sono espressi nella tabella 5 laddove si evince chiaramente l’aumento della prestazione per tutti i campioni pretrattati con il plasma.
Conclusioni
La disponibilità di tecnologie applicative del plasma non più vincolate ad operare in condizioni di bassa pressione, ma operanti a pressione atmosferica, ha permesso di ampliare significativamente la platea di ma-teriali trattabili. Per quanto concerne l’applicabilità del plasma atmosferico sul pellame si sono esplorate l’attivazione superficiali del pellame in crust da rifinire sia nella modalità più usuale a spruzzo sia attraverso tecnologia foil transfer per aumentare l’adesione e l’ancoraggio dei film polimerici al primo strato collagenico della pelle in crust. Le implementate performance delle pelli rifinite sono state misurate attraverso la solidità sfregamento ad umido e a secco e l’adesione della rifinizione. La ricerca ha evidenziato soprattutto un aumento dell’adesione dei pellami trattati al plasma con 15 kW/m2min di energia applicata, verso coating di rifinizione; ovvero un’implementazione dei valori di forza necessaria a rimuovere i coating da 40 a 70% rispetto agli standard rifiniti in condizioni usuali e standard. Il trattamento con plasma a pressione atmosferica in ossigeno si presta a modifiche superficiali in grado di agevolare il meccanismo di adesione di film polimerici, allo strato collagenico di pelli da rifinire, senza comportare degradazioni delle proprietà generali del manufatto in pelle. La tecnica si rivela molto interessante anche dal punto di vista ecologico, sia per l’assenza di additivi chimici, sia meccanica, come la smerigliatura ed un minor dispendio energetico.

Pubblicato l’avviso per 8 borse di studio per le attività di ricerca
La Stazione Sperimentale per l’Industria delle Pelli e delle materie concianti (SSIP) ha indetto un…

Il Programma di divulgazione scientifica 2018 della SSIP
Al via il Programma di divulgazione scientifica 2018 della Stazione Sperimentale per l’Industria delle Pelli e delle materie…

Luigi Nicolais Presidente di Campania Digital Innovation Hub
Luigi Nicolais è stato nominato Presidente di Campania Digital Innovation Hub, l’organismo promosso dall’intero sistema…

I workshop scientifici della SSIP nel Distretto vicentino della concia
Appuntamento ad Arzignano (Villa Brusarosco) il 14-15 novembre e il 5 dicembre.