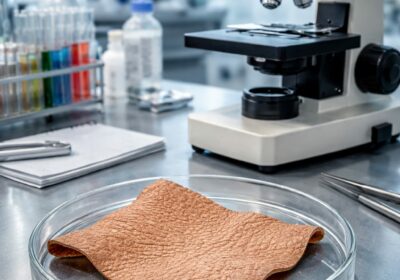
FOCUS SCIENTIFICO – Analisi integrata per la transizione green della concia: focus su proprietà superficiali, microstruttura e contenuto di metalli.
La pelle, materiale di origine biologica derivante dai sottoprodotti dell’industria alimentare, rappresenta da sempre un…

FOCUS SCIENTIFICO – La mappatura delle sostanze critiche sui reflui conciari. Parte 1
Nell’ambito del progetto REWASTER la SSIP, in collaborazione con il consorzio di depurazione del distretto…
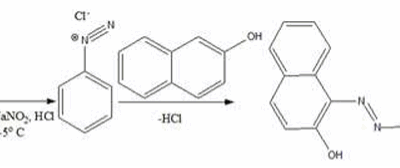
FOCUS SCIENTIFICO – I coloranti sintetici del settore conciario
La tintura del cuoio, operazione che permette di conferire al pellame le caratteristiche cromatiche desiderate…

FOCUS – Impiego dei deep eutectic solvents (DES) nelle fasi di riviera del processo conciario – Parte 2
Un Deep Eutectic Solvent, o DES, è una miscela di due o più composti solidi…

Focus Scientifico – PLASTIFICANTI NELL’INDUSTRIA CONCIARIA // Parte 1
Con il termine “plastificante” viene identificata una grande varietà di composti chimici che vengono addizionati…
FORMAZIONE – Accordo tra SSIP e Arsutoria School per supportare le imprese di filiera
Firmato l'accordo, di durata triennale, tra la Stazione Sperimentale per l'Industria delle Pelli e la…
Magazine – CTC Entreprises Aprile-Maggio 2025
Questa rivista, finanziata mediante la contribuzione delle industrie francesi del cuoio, delle calzature, della pelletteria…
FOCUS SCIENTIFICO – Aspetti che influenzano la durabilità del cuoio
La lavorazione della pelle ha radici antiche che risalgono alla preistoria. Inizialmente la pelle veniva…
Focus Scientifico: Review di metodi fisici per il riutilizzo di scarti solidi conciari
Lo sviluppo di nuove tecnologie e la conseguente richiesta di produzioni più sostenibili sta generando…
Focus Scientifico: Pentaclorofenolo, criticità e approcci analitici
I clorofenoli (CPs) sono sostanze che sono state largamente utilizzate nell'industria chimica, farmaceutica e in…